リアアクスルMAZ
MAZ リアアクスルの修理は、摩耗または損傷した部品を交換することで構成されます。 リアアクスルの設計により、車両から取り外さずにほとんどの修理作業を実行できます。
ドライブ ギア オイル シールを交換するには、次のことを行う必要があります。
- カルダンをギアシャフトのフランジ 14 (図 72 を参照) から外します。
- ナット 15 を緩めて外し、フランジ 14 とワッシャー 16 を取り外します。
- オイルシールカバー13を固定しているナットを外し、分解ボルトを使用してオイルシールカバーを取り外します。
- オイルシールの内部空洞に潤滑剤 1 ~ 13 を充填してオイルシールを交換し、分解と逆の手順でユニットを組み立てます (オイルシールはカバーの外側の端に面一に押し付けられます)。
オイル シール 9 (図 71 を参照) を交換する必要がある場合、アクスル シャフトは次のことを行う必要があります。
- ドレンプラグとフィラープラグを緩めて、アクスルハウジングからオイルを排出します。
- ドライブシャフトを外します。
- ホイールギアボックスの小さなカバー 7 (図 73 を参照) を取り外します。
- 大きなキャップ取り付けボルト15を緩め、それを車軸22の端部のねじ穴にねじ込み、太陽歯車11とともにホイール歯車から慎重に取り外す。
- 中央のギアボックスを車軸ボックスに固定しているスタッドからナットを外します (上の 1 つを除く)。 この後、リフト付きトラックを使用してギアボックスを取り外し、13つの取り外し可能なボルトをギアボックスのフランジにアクスルハウジングにねじ込み、残りのXNUMXつの上部ナットを取り外した後、アクスルギアボックスのオイルシールをプーラーで交換し、内部の空洞を満たしますXNUMX~XNUMXのグリスを塗布します。
リアアクスルは逆の順序で組み立てられ、オイルシールの作動端がねじれないようにアクスルシャフトを回転させながら慎重に取り付ける必要があります。
通常、車軸の修理には、中央のギアボックスまたはホイールドライブの取り外しと分解が含まれます。
MAZ中央ギアボックスの解体
中央のギアボックスを取り外す前に、アクスルハウジングからオイルを排出し、ドライブシャフトを取り外し、パーキングブレーキを解除する必要があります。 次に、小さいホイール ギア カバーを取り外し、大きいホイール ギア カバーのボルトを緩め、アクスル シャフトの端にあるネジ付きブッシュ内で交互に回し、ディファレンシャルからアクスル シャフトを取り外します。 中央のギアボックスをアクスルハウジングに固定しているスタッドを緩め、台車を使用してギアボックスを取り外します。
ロータリーマウントを使用して中央のギアボックスを分解するのが最も便利です。 サポートがない場合は、高さ 500 ~ 600 mm の低い作業台を使用できます。
ギアボックスを分解する手順は次のとおりです。
- ベアリングを含む駆動ギア 20 (図 72 を参照) を取り外します。
- ナット 29 と 3 をディファレンシャルカバーから緩めます。
- ディファレンシャルベアリングキャップ1を取り外します。
- ディファレンシャルカップのスタッドからナットを外し、ディファレンシャルを開きます(サテライト、サイドギヤ、スラストワッシャーを取り外します)。
中央ギアボックスの折り畳み部分を洗浄し、注意深く検査します。 軸受の状態を確認し、作動面に欠け、亀裂、へこみ、剥離、ころや保持器の破壊や損傷がないことを確認してください。
歯車を検査する際は、歯の欠けや欠け、歯の表面のセメント層の亀裂や欠けの有無に注意してください。
動作中に中央ギアボックスのギアからの騒音が増加した場合は、0,8 mm のサイドクリアランスを基準として、XNUMX 組のベベルギアを交換することができます。
必要に応じて、ドライブ ベベル ギヤとドリブン ベベル ギヤをセットで交換してください。これらは、工場で接触およびサイド クリアランスを考慮してペアで選択され、同じマークが付けられているためです。
デフ部品を検査する際は、スパイダージャーナルの表面、サテライトの穴や球面、セミアキシャルギヤの支持面、ベアリングワッシャー、デフカップの端面の状態に注意してください。バリがない。
著しい磨耗や緩みがある場合は、ピニオンブッシュを交換してください。 新しいブッシングは、サテライトに直径 26^+0,045 mm までプレスされた後、加工されます。
アクスル シャフトの青銅製ベアリング ワッシャーが著しく摩耗している場合は、交換する必要があります。 新しい青銅ワッシャーの厚さは 1,5 mm です。 ディファレンシャルを組み立てた後、サイドギヤと青銅サポートワッシャーの間の隙間を測定することをお勧めします。この隙間は 0,5 ~ 1,3 mm の範囲内である必要があります。 ギャップは、サテライトがサポートワッシャー上に完全に移動し、サイドギヤがサテライトに押し付けられ、つまり遊びなくサテライトと噛み合っているときに、ディファレンシャルカップの窓を通して隙間ゲージで測定されます。 デフカップもセットで交換。
中央のギアボックスを次の順序で組み立てます。
- ドライブギアを組み立て、ベアリングハウジングに取り付け、予圧をかけてテーパーベアリングを調整します。
- ディファレンシャルを組み立て、クランクケースに取り付け、ディファレンシャルベアリングをプリロードで調整します。
- ドライブギアをギアボックスハウジングに取り付けます。
- かさ歯車の噛み合いを調整します。
- ドリブンギヤストップをギヤに止まるまでねじ込み、1/10~1/13回転(隙間0,15~0,2mm相当)緩め、ロックナットを締めます。
ホイールドライブを分解し、後輪ハブを取り外します。
分解手順は次のとおりです。
- 後輪のナットを緩めます。
- リアアクスルビームの片側の下にジャッキを置き、
- 車輪付きバケットを吊り下げてから、サポートの上に置き、ジャッキを取り外します。
- 後輪を固定しているナットを緩め、クランプと外側ホイール、スペーサーリング、内側ホイールを取り外します。
- ホイールギアボックスからオイルを抜きます。
- 大きなカバー 14 (図 73 を参照) を小さなカバー 7 を備えた車輪駆動ユニットから取り外します。
- ドリブンギヤ 1 を取り外します。これには、大きなカバーから XNUMX 本のボルトを取り外し装置として使用します。
- 大きなカバーボルトをアクスルシャフト22のネジ穴にねじ込み、中央ギア11を備えたアクスルシャフト全体を取り外します。
- 衛星から 3 軸の固定ボルトを外し、プーラーを取り付けて 5 つの衛星の軸を取り外し、ベアリングを備えた衛星を取り外します。
- ハブベアリングからロックナット27を緩め、保持リング26を取り外し、ベアリングからナット25を緩め、キャリアから内側カップ21を取り外す。
- ベアリングスペーサーを取り外し、ハブプーラーを取り付け、ハブとブレーキドラムアセンブリを取り外します。
オイルシールとホイールベアリングを交換するときは、次のことを行う必要があります。
- ブレーキドラムの取り付けボルトを緩め、ダストコンテナとスタッフィングボックスのカバーを取り外します。
- カバーからオイルシールを取り外し、ハンマーで軽く叩いて新しいオイルシールを取り付けます。
- プーラーを使用して、ホイールベアリングのアウターレースとインナーレースを引き抜きます。
ハブとホイールのギア部品を洗浄し、注意深く検査します。
歯面の浸炭層の欠けは認められません。 亀裂や歯の破損がある場合は、ギアを交換する必要があります。
ハブの取り付けとホイールドライブの取り付けは逆の順序で行われます。 ダブルテーパーインナーベアリングは保証された予圧で製造されており、スペーサーリングを取り付けることによって保証されることを考慮する必要があります。 このようなアセンブリでは、ベアリングのマークがケージの端とスペーサー リングの外面に付けられます。 このベアリングは、ブランドに従って完全なセットとしてのみ取り付ける必要があります。
キットの個々の部品を交換することは許可されていません。これは、ベアリングの軸方向すきまが変化し、ベアリングの破損につながるためです。
ハブ ベアリングは調整できませんが、これらのベアリングのインナー レースをナットとロックナットで締めることにより、適切なハブ アライメントが保証されます。 ホイールベアリングナットを締めるのに必要な力は、80 mm ソケットレンチを使用して約 100 ~ 500 kg です。
MAZリアアクスルのメンテナンス
リアアクスルのメンテナンスには、中間ギアボックスとホイールギアボックスの必要な潤滑レベルの確認と維持、潤滑剤の適時交換、通気孔の清掃、ファスナーの確認と締め付け、リアアクスルの動作音と加熱温度のチェックが含まれます。
リアアクスルを整備するときは、中央のギアボックスの調整に特別な注意を払う必要があります。 調整はギアボックスを取り外した状態で行われます。 この場合、最初にドライブベベルギヤのベベルベアリングとディファレンシャルベアリングが調整され、次にベベルギヤが接地面に沿って調整されます。
ドライブベベルギアのベアリングを調整するには、次のことを行う必要があります。
- パーキングブレーキを分解し、キャリパーケーシング9を取り外します(図72を参照)。
- 油を排出します。
- ドライブギアベアリングハウジングを固定しているスタッドのナットを緩め、取り外し可能なボルト27を使用して、ドライブベベルギアアセンブリとともにハウジング9を取り外します。
- クランクケース 9 を万力に固定したら、インジケーターを使用してベアリングの軸方向クリアランスを測定します。
- クランクケース 9 を外したら、駆動ベベルギアを万力でクランプします (万力のジョーに柔らかい金属パッドを置きます)。 フランジナット 15 を回して外し、ワッシャーとフランジを取り外します。 取り外し可能なネジを使用してカバーを取り外します。 オイルディフレクター12、フロントベアリングの内輪、調整ワッシャー11を取り外します。
- 調整ワッシャーの厚さを測定し、軸方向のすきまを除去して予圧を得るためにどの値まで減らす必要があるかを計算します(ワッシャーの厚さの減少は、シャフトの測定された軸方向のすきまの合計と等しくなければなりません)インジケーターと予圧値 0,03 ~ 0,05 mm);
- 調整ワッシャーを必要なサイズに研磨し、調整ワッシャーと他の部品を取り付けます。ただし、オイルシール付きのカバー 13 を除きます。フランジネック上のオイルシールの摩擦により調整ができなくなるため、カバー XNUMX は取り付けないでください。ベアリング内のギアを回転させるときの抵抗モーメントを測定します。 フランジ ナットを締めながら、ベアリング ハウジングを回転させて、ローラーがベアリング トラックに正しく配置されるようにします。
- ドライブギアを回転させるのに必要なトルク量でベアリングの予圧を確認します。トルクは 0,1 ~ 0,3 kgm に相当します。 このモーメントは、ナット 15 にトルク レンチを使用するか、プロペラ シャフト ボルト用のフランジの穴にかかる力を測定することによって決定できます (図 75)。 フランジの穴の半径に対して垂直にかかる力は 1,3 ~ 3,9 kg にする必要があります。 円すいころ軸受の予圧が大きすぎると、軸受が熱くなり、すぐに摩耗してしまうことに注意してください。 通常の軸受予圧で、位置を確認しながらドライブギヤシャフトからナットを取り外し、フランジを取り外し、カバー 13 (図 72 参照) をオイルシールに交換し、最後にユニットを組み立てます。
ディファレンシャルベアリングの締め付けは、ナット 3 と 29 を使用して調整します。ベアリングに必要な予圧が得られるまで、ギアの位置を乱さないように、ナット XNUMX と XNUMX を同じ深さまでねじ込む必要があります。
ベアリングの予圧は、ディファレンシャルを回転させるのに必要なトルク量によって決まり、0,2 ~ 0,3 kgm の範囲内である必要があります (かさ歯車なし)。 このモーメントは、トルク レンチを使用するか、ディファレンシャル カップの半径にかかる力を測定することによって決定され、2,3 ~ 3,5 kg に相当します。
米。 75. 中央ギアボックスのドライブギアシャフトのベアリングの固さの確認
かさ歯車の噛み合いの確認と調整の手順は次のとおりです。
- クランクケース、ドライブ ギアを備えた 9 個のベアリングをギアボックス ハウジングに取り付ける前に、ベベル ギアの歯を乾燥させ、ドライブ ギアの XNUMX つまたは XNUMX つの歯を表面全体に薄い塗料の層で潤滑します。
- 駆動ギアを備えたハウジング 9 をギアボックス ハウジングに取り付けます。 14 つの交差したスタッドにナットをねじ込み、フランジ XNUMX で駆動ギアを回転させます (一方方向と他方方向)。
- 従動ギアの歯に付けられたマーク (接触点) を使用して (表 7)、ギアの正しい噛み合いとギア調整の性質が確立されます。 ギヤの噛み合いは、差動軸受の調整を妨げることなく、ドライブギヤ軸受ハウジングフランジの下のスペーサ18とナット3、29の数を変えることによって調整される。 ドライブギアをドリブンギアから遠ざけるには、クランクケースフランジの下に追加の調整ワッシャーを配置する必要があり、必要に応じてギアを近づけるために調整ワッシャーを取り外します。
ドリブンギヤを動かすにはナット3とナット29を使用しますが、デフのベアリング30の調整を妨げないようにナット3とナット29を同じ角度で締める(緩める)必要があります。
ギアの歯のクラッチを (接触パッチに従って) 調整するときは、歯間の横方向の隙間を維持します。新しいギアのペアの値は 0,2 ~ 0,5 ミクロンの範囲にある必要があります。 接触パッチを推奨位置から移動してギアの歯間の横方向の隙間を減らすことは、ギアの正しい噛み合いに違反し、ギアの急速な摩耗につながるため、許可されていません。
ギアの噛み合いを調整した後、ベアリング ハウジングをギアボックス ハウジングに固定しているすべてのスタッドを締め、ベアリング ナットにストップを取り付け、ブロックとドリブン ギアの間に 25 ~ 0 mm の最小隙間が得られるまでリミッター 0,15 を締めます (最小ギャップは、従動ギアのギアを 0,2 回転ごとに回転させることによって設定されます。 この後、ドリブンギヤストップ25をロックナットでロックします。
(調整または修理のため) 中央ギアボックスを車両から取り外すときは、サイド ギアボックスの端面とサポート ワッシャーの間の隙間 (工場出荷時に 0,5 ~ 1,3 mm 以内に設定) を確認してください。
サテライトがサポートワッシャー上に完全に移動し、サイドギヤがサテライトに押し付けられる、つまり遊びなく噛み合うとき、デフカップの窓を通して隙間ゲージでギャップを確認します。
リアアクスルの考えられる故障とその解消方法を表 XNUMX に示します。
| ドリブンギヤの接触面の位置 | 適切な装備を入手する方法 | |
| 行ったり来たり | ||
| かさ歯車の正しい接触 | ||
| ドリブンギヤをドライブギヤの方向に動かします。 その結果、ギアの歯のクリアランスが小さすぎる場合は、ドライブ ギアをドリブン ギアから遠ざけてください。 | ||
| ドリブンギヤをドライブギヤから遠ざけてください。 これによりギアの歯の遊びが大きくなる場合は、ドライブギアを被動位置に移動します。 | ||
| ドリブンギヤをドライブギヤの方向に動かします。 カップリングのサイドクリアランスを変更する必要がある場合は、ドライブギアをドリブンギアに移動します。 | ||
| ドリブンギヤをドライブギヤから遠ざけます。 クラッチのサイドクリアランスを変更する必要がある場合は、ドライブギアをドリブンギアから遠ざけてください。 | ||
| ドライブギアをドリブンギアの方向に動かします。 クラッチクリアランスが小さすぎる場合は、ドリブンギヤをドライブギヤから遠ざけてください。 | ||
| ドライブギアをドリブンギアから遠ざけます。 バックラッシが大きすぎる場合は、ドリブンギヤをドライブギヤ側に移動させてください。 |
こちらもお読みください ZIL-131 ウインチの技術的特徴
| 故障の原因 | リソース |
| 橋梁加熱の増加 | |
| クランクケース内のオイルが多すぎる、または少なすぎる | クランクケース内のオイルレベルを確認して補充する |
| 間違ったギアシフト | ギアを調整する |
| ベアリングのプリロードの増加 | ベアリングの張力を調整する |
| ブリッジノイズの増加 | |
| かさ歯車の不適切な嵌合と噛み合い | かさ歯車カップリングを調整する |
| テーパーベアリングの摩耗または位置ずれ | ベアリングの状態を確認し、必要に応じて交換し、締め付けを調整します。 |
| 深刻なギアの摩耗 | 磨耗したギアを交換し、ギアを調整する |
| 曲がるときに車の橋からの騒音が増加する | |
| 差動故障 | デファレンシャルを分解して問題を解決する |
| 四輪駆動車からの異音 | |
| 間違ったギアシフト | ベアリングギアまたはカップを交換します。 |
| 間違ったオイルを使用して車輪を駆動する | クランクケースフラッシングを伴うオイル交換 |
| オイルレベルが不十分です | ホイールアーチにオイルを注入します |
| シールからのオイル漏れ | |
| シールの摩耗または損傷 | シールを交換する |
MAZ リアアクスル設計
リアアクスル (図 71) は、エンジンのクランクシャフトからクラッチ、ギアボックス、ドライブシャフトを介して車両の駆動輪にトルクを伝達し、ディファレンシャルを使用して駆動輪がさまざまな角速度で回転できるようにします。
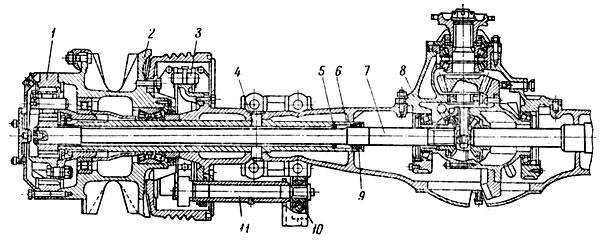
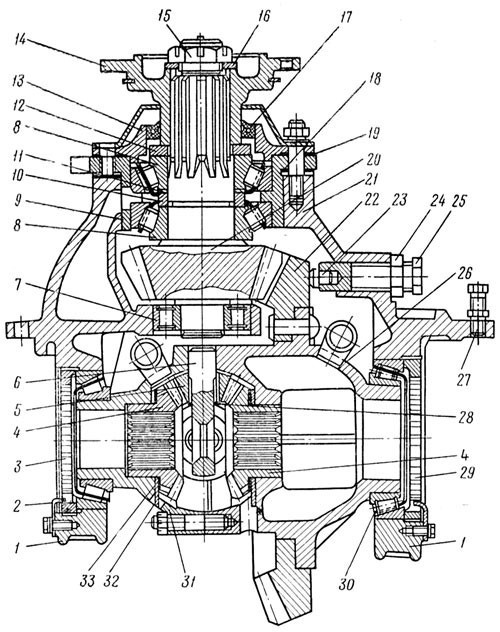
米。 71.MAZ リアアクスル:
1 - ギア; 2 - 後輪ハブ。 3 - 後輪ブレーキ。 4 - アクスルハウジングロックピン。 5 - ガイド軸リング。 6 - アクスルハウジング。 7 - アクスルシャフト。 8 - 中央ギアボックス。 9 - ツインアクスルシャフトシール。 10 - 調整レバー。 11 — ブレーキフィストリリース
トルクを伝達するために採用された設計と運動学的スキームにより、トルクを中央のギアボックスに分割してホイールギアボックスに送り、増加したトルクをディファレンシャルシャフトとアクスルシャフトから解放することができ、トルクは200段階のスキームで伝達されます。後車軸の最終駆動(たとえば、自動車MAZ-XNUMXによる)。 また、スプロケットを使用することで、スプロケットの中心間距離を維持し、平歯車の歯数を変えるだけで、異なるギア比を得ることができ、自動車の様々な改造に適したリアアクスルとなります。
中央のギアボックス (図 72) は単段式で、スパイラル歯を備えた一対のかさ歯車とクロスアクスル ディファレンシャルで構成されています。 ギアボックス部品はダクタイル鋳鉄製のクランクケース21内に取り付けられる。 ビームに対するクランクケースの位置は、ギアボックス ハウジングの取り付けフランジのセンタリング カラーとスタッドによって決まります。
シャフトと一体化された駆動かさ歯車 20 は片持ち梁で取り付けられていませんが、8 つの前部円すいころ軸受 7 に加えて、円筒ころ軸受 9 である追加の後部支持体を備えています。 XNUMX 軸受設計はさらに優れています。コンパクトでありながら、軸受にかかる最大ラジアル荷重は大幅に軽減されます。 片持ち設置に比べて、軸受の耐荷重とベベルギヤの噛み合いの安定性が向上し、耐久性が大幅に向上します。 同時に、テーパーローラーベアリングをドライブベベルギアのクラウンに近づけることができるため、シャフトの長さが短くなり、ギアボックスのフランジとギアボックスのフランジの間の距離を長くすることができます。これは、ドライブシャフトをより適切に配置するために小さなキャリッジベースで非常に重要です。 円すいころ軸受の外輪はクランクケース9内に配置され、クランクケースに形成された肩部に完全に圧入されている。 ベアリング ハウジングのフランジはリア アクスル ギアボックスにボルトで固定されています。 トルク伝達時に一対のかさ歯車が噛み合う際に発生するラジアル荷重とアキシアル荷重を支える軸受です。
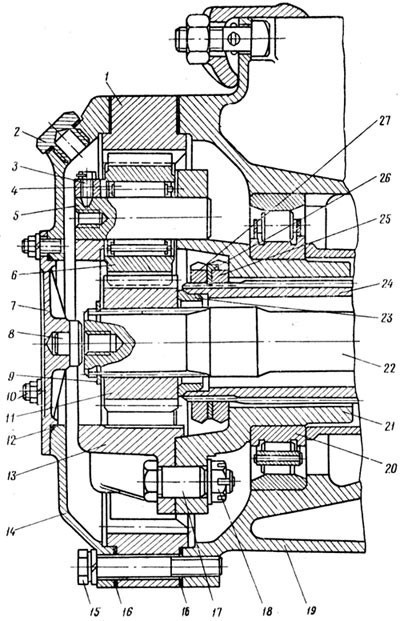
米。 72.MAZ中央ギアボックス:
1 - ベアリングカバー; 2 - ベアリングナットカバー; 3 - 左ベアリングナット。 4 - シャフトギア。 5 - 差動衛星。 6 - 差動クロスピース。 7 — 駆動ギアの円筒形ベアリング。 8 - ドライブギアのテーパーベアリング。 9 - ドライブギアベアリングハウジング。 10 - スペーサーリング。 11 — 調整ワッシャー。 12 - オイルディフレクター。 13 - オイルシールカバー。 14 - フランジ。 15 - フランジナット。 16 - ワッシャー。 17 - オイルシール。 18 - ウェッジ。 19 - ガスケット。 20 - ドライブギア。 21 - ギアボックス。 22 - 従動ギア。 23 - クッキー。 24 - ロックナット。 25 - ドリブンギアリミッター。 26 — 右ディファレンシャルカップ。 27 — ギアボックス取り外しボルト。 28 - スラストリングブッシュ。 29 — 右ベアリングのナット。 30 - テーパーベアリング; 31 — 左ディファレンシャルカップ。 32 — スチールワッシャー。 33 - 青銅ワッシャー
内側のベアリングはシャフトにしっかりとフィットし、外側のベアリングは滑り嵌めになっており、これらのベアリングの張力を調整できます。 円すいころ軸受の内輪間にはスペーサリング10と調整座金11が装着されており、調整座金の厚さを選択することで円すいころ軸受の必要な予圧が決まります。 トランスミッションのベベルギヤの円筒ころ軸受 10 は、リアアクスルギヤハウジングのボアに可動嵌めで取り付けられ、軸方向の変位によって、軸方向の変位によって固定されています。止め輪は、軸受の端にあるブッシュのスロットに嵌め込まれています。ドライブギア。
トランスミッションのベベルギヤシャフトの前部には小径の表面ねじと大径の表面スプラインが刻まれており、そこにオイルディフレクタ12とプロペラシャフトのフランジ14が取り付けられる。 ドライブギヤシャフト上のすべての部品は12キャッスルナットで締め付けられています。
ベアリングハウジングの取り外しを容易にするために、そのフランジにはカップリングボルトをねじ込むことができる XNUMX つのネジ穴が付いています。 ねじ込むと、ボルトがギアボックス ハウジングに寄りかかり、ベアリング ハウジングがギアボックスから外れます。 ギアボックスハウジングのフランジにねじ込まれている同じ目的のボルトを分解ボルトとして使用できます。
従動ベベルギア22は、右ディファレンシャルカップにリベット止めされている。 ギアとトランスミッション ハウジングのボスの間のクリアランスは限られているため、ドリブン ギアを内側からディファレンシャル カップに接続するリベットには平頭が付いており、リア アクスル ドライブ ギアをさらにサポートします。
ドリブン ギヤは、ディファレンシャル カップ フランジの外面の中心に配置されます。 動作中、変形の結果として従動歯車が駆動歯車から押される可能性があり、その結果、歯車の噛み合いが破壊されます。 この変形を制限し、かさ歯車の噛み合いの正確な接触を確保するために、ボルトの形で作られ、その端に真鍮のブロックが挿入された従動歯車リミッター 25 が歯車ボックスに取り付けられています。 リミッターは、そのストッパーが従動ベベルギアの端に接触するまでギアボックス ハウジングにねじ込まれます。その後、リミッターを緩めて必要なクリアランスを作成し、ナットがロックされます。
ファイナル ドライブ ベベル ギアの噛み合いは、ベアリング ハウジングとリア アクスル ギア ハウジングの間に取り付けられた軟鋼製の、厚さの異なる 18 枚のシムを交換することで調整できます。 一対のかさ歯車は工場で接触と騒音について事前に調整(マッチング)されています。 したがって、一方のギアを交換すると、もう一方のギアも交換する必要があります。
リアアクスルディファレンシャルは円錐形で、5 つのサテライト 4 と 6 つのサイドギヤ 28 を備えています。サテライトは、高強度に熱処理された高張力鋼製のクロスピンに取り付けられています。 横材6の精密な製造により、横材6上の衛星の正確な相対位置とサイドギアとの正確な係合が保証される。 サテライトは、多層ブロンズテープで作られたブッシングを介してトランサムネック上でサポートされています。 サテライトとクロスヘッドベースの間には XNUMX 個のスチール製スラストリングが取り付けられており、サテライトブッシュを確実に固定します。
ディファレンシャルカップに隣接するサテライトの外端は、球面上にラップされています。 カップ内のサテライトのサポートは、同じく球状の型押しされた青銅のワッシャーです。 サテライトは高強度浸炭合金鋼製のストレートベベルギヤです。
カップの接合加工時にパーティング面に形成された円筒穴に、XNUMX点のクロスバーが嵌め込まれます。 カップの接合加工により、カップ上のクロスの正確な位置が保証されます。 カップの中心合わせは、カップの一方にカラーがあり、もう一方に対応するスロットとピンが存在することによって行われます。 カップのセットには同じ番号がマークされており、接合処理中に得られる穴と表面の位置の精度を維持するために、組み立て中にこの番号が一致する必要があります。 XNUMX つのディファレンシャル カップを交換する必要がある場合は、XNUMX 番目の、つまりフルのカップを交換する必要があります。
デフカップは可鍛鋳鉄製です。 ストレートベベルアクスルギヤは、ディファレンシャルカップハブの円筒穴に取り付けられています。
アクスルドライブハブの内面は、アクスルシャフトに接続するためのインボリュートスプラインを備えた穴の形で作られています。 サイドギヤとカップの間には、表面の油膜を維持し摩耗を防ぐために必要な広いストロークを調整するためのスペースがあります。 また、アクスルシャフト両端の支持面とカップの間には、固定回転タイプのスチール32とフローティングタイプの青銅33のXNUMXつのワッシャーが取り付けられています。 後者はスチールワッシャーとサイドギアの間にあります。 ブレードはデフカップに溶接されており、デフ部品に十分な潤滑を提供します。
ギアボックス ハウジングに対してカバーを正しい位置に配置するには、カバーをブッシュを使用してハウジングの中心に配置し、スタッドで固定します。 クランクケースの穴とデフベアリングカバーを同時加工します。
ディファレンシャルの円すいころ軸受の予圧は、ナット 3 と 29 によって調整されます。調整ナットは高強度鋳鉄製で、内側の円筒面にターンキーの突起があり、ナットをねじ込んで希望の位置に固定します。ロック口ひげのある位置。 このベアリングキャップは、ベアリングキャップの機械加工された前面に取り付けられる。
ギヤボックス部品は、ドリブンベベルギヤのリングギヤから噴霧されるオイルで潤滑されています。 ギヤボックスハウジング内にオイルの入った袋が注入され、駆動ベベルギヤによって飛散したオイルがその中に排出され、ギヤボックスハウジングの壁から流れ出たオイルが沈殿します。
オイルバッグから、チャネルを通ってドライブギアのベアリングハウジングにオイルが供給されます。 このハウジングの軸受分離アームには、両方の円すいころ軸受にオイルが流れる開口部があります。 コーンが互いに対向するように取り付けられたベアリングは、入ってくるオイルによって潤滑され、円錐形ローラーのポンピング作用によりオイルをさまざまな方向に送り出します。リアベアリングはオイルをクランクケースに戻し、フロントベアリングはオイルをクランクケースに戻します。プロペラシャフトフランジにオイルを塗布します。
フランジとベアリングの間には、硬化された低炭素鋼のバッフルがあります。 ワッシャーの外面にはピッチの大きい左ねじが付いています。つまり、ねじの方向は歯車の回転方向と反対です。 また、ワッシャーはスタフィングボックスの穴に少し隙間をあけて取り付けられています。 これらすべてにより、フランジの外面をシールすることにより、潤滑剤がベアリングからオイルシールに流れるのを防ぎます。
フランジ側では、軸受ハウジングは鋳鉄カバーで閉じられており、その中に 18 つの作動エッジを備えた強化自立ゴムガスケットが外側端と面一に圧入されています。 カバーの着座アームにはスロットが作られており、ベアリング ハウジングの傾斜した穴と一致します。 カバーとベアリングハウジングとの間のガスケットおよびウェッジ18は、それらの切り欠きがカバーの溝およびベアリングハウジングの穴とそれぞれ一致するように取り付けられる。
カバーのキャビティに浸透した過剰なオイルは、カバーのスロットとベアリング ハウジングの傾斜バルブを通ってギアボックスに戻されます。 強化ゴムシールは、その作動端で、研磨され、高硬度に硬化された炭素鋼製のフランジ14の表面に押し付けられる。
補助歯車の円筒ころ軸受はスプラッシュ潤滑のみとなります。 ディファレンシャルカップ内のテーパーローラーベアリングも同様に潤滑されます。
ホイールギアの存在により、ディファレンシャル部品にかかる負荷は軽減されましたが、車が旋回したり滑ったりするときのギアの相対回転速度が増加しました。 このため、摩擦面の保護対策(サポートワッシャやブッシュの導入)に加え、デファレンシャル部品の潤滑システムの改善も計画されています。 ディファレンシャル カップに溶接されたベーンは、トランスミッション ハウジングから潤滑剤を取り出し、ディファレンシャル カップ内の部品に送ります。 流入する潤滑剤が豊富にあるため、摩擦部品が冷却され、隙間に浸透しやすくなり、部品の詰まりや摩耗の可能性が減ります。
こちらもお読みください KAMAZ 電気機器のメンテナンス
完全に組み立てられた中央ギアボックスは、リアアクスルハウジングの大きな穴に取り付けられ、スタッドとナットで垂直接触面にねじ止めされます。 リアアクスルハウジングとギアボックスの中央部分の嵌合フランジはガスケットでシールされています。 リアアクスルハウジングでは、ハウジング取り付けスタッド用のネジ穴が盲目になっており、この接続の緊密性が向上しています。
リアアクスルハウジングは鋳鋼製です。 垂直面の穴の存在は、リアアクスルハウジングの剛性に事実上影響を与えません。 ギアボックスへの接続は強固で、車両の動作中に変化しません。 このような垂直面での固定は、たとえば MAZ-200 のようにギアボックスを水平面でリア アクスル ハウジングに接続するのに比べて、大きな利点があります。MAZ-XNUMX では、開いたクランクケースが上から大きく変形すると、リア アクスルとの接続が破壊されます。ハウジング。
後車軸ハウジングの両端はフランジで終わり、後輪ブレーキ キャリパーがリベットで固定されます。 上側では、スプリング プラットフォームが単一の全体として結合され、下からこれらのプラットフォームに潮が流れ、後部のスプリング脚立のガイドとこれらの脚立のナットのサポートになります。
スプリング パッドの隣には小さなゴム製の保持パッドがあります。 クランクケース内には両側に6つの仕切りが作られています。 アクスルシャフト7のハウジング6(図71参照)は、クランクケースの円筒端のこれらの隔壁の穴に圧入される。
車軸ボックスには、ホイール ギアボックスの存在により、荷物の重量と車両の自重による曲げモーメントに加えて、ホイールのギア カップによって感じられる反動モーメントも負荷されます。ケーシングの波形端にしっかりと取り付けられています。 この点で、フレームの強度にはより高い要求が課せられます。 本体は強度を高めるために熱処理された厚肉合金鋼管で作られています。 ハウジングをリアアクスルハウジングに押し付ける力は回転を妨げるには十分ではないため、ハウジングはリアアクスルハウジングにさらにロックされます。
スプリングパッドの近くにあるクランクケースの隔壁には、ハウジングをプレスした後、リアアクスルハウジングとアクスルハウジングを同時に貫通する4つの穴が開けられます。 これらの穴には、リアアクスルハウジングに溶接された XNUMX つの硬化鋼製ロックピンが受け入れられます。 ロックピンは、ハウジングがリアアクスルハウジング内で回転するのを防ぎます。
クランクケースとハウジングが垂直方向の曲げ荷重によって弱くなるのを防ぐために、ロックピンは水平面に取り付けられています。
アクスル ハウジングの外端には、ホイール減速カップが配置される意図しないスプラインがカットされています。 ハウジングの同じ側には、ホイールハブベアリングナットを取り付けるためのネジ山があります。 ハウジングの内端には、シャフト シール 9、7 とガイド センタリング リング 5 用の穴があります。センタリング リングは、取り付け中にシャフトをガイドし、シャフト シールを損傷から保護します。 シャフト シールは、打ち抜き鋼製ケージ内に取り付けられた XNUMX つの別個のセルフロック強化ゴム シールで、作動リップが互いに向かい合うように配置されています。
オイルが加熱したときに中央ホイール ギアボックスのキャビティ内の圧力が上昇する可能性を排除するために、リア アクスル ハウジングの上部に XNUMX つの通気バルブが取り付けられています。XNUMX つはリア アクスル ハウジングの上部の左側にあります。アクスル (中間拡張アクスル ハウジング) とスプリング パッド近くの XNUMX つ。 クランクケースのキャビティ内の圧力が上昇すると、換気バルブが開き、これらのキャビティが大気と連通します。
ホイールドライブ (図 73) は、リアアクスルギアボックスの XNUMX 段目です。
中央ギアボックスの駆動ベベルギアから、従動ベベルギアとディファレンシャルを介して、トルクがアクスルシャフト 1 (図 74) に伝達され、ホイールトラクションのサテライト 2 と呼ばれる中央ギアにトルクが供給されます。 太陽歯車から、回転は太陽歯車の周りの円内に等間隔に配置された 3 つの衛星 XNUMX に伝達されます。
衛星は、外側のカップ 4 つと内側のカップ 5 つで構成される固定支持体の穴に固定された 10 つの軸を中心に、太陽歯車の回転方向と反対の方向に回転します。 衛星からの回転は、後輪ハブに取り付けられた内歯車リング 6 に伝達されます。 リングギア 6 は衛星と同じ方向に回転します。
ホイールドライブの運動学スキームのギア比は、リングギアの歯数とサンギアの歯数の比によって決まります。 軸を中心に自由に回転する衛星はギア比に影響を与えないため、車軸間の距離を維持しながらホイールギアの歯数を変更することで、一連のギア比を得ることができます。中央のギアボックスに同じベベルギアを配置することで、リアアクスルのギア比の選択性を高めることができます。
米。 73. 車輪駆動:
1 - リングギア (駆動); 2 - フィラープラグ; 3 — 衛星軸クランプ。 4 — 衛星の進行方向。 5 - 衛星軸。 5 - 衛星。 7 — 小さなカバー。 8 - アクスルシャフトの持続的なパチパチ音。 9 - 止め輪。 10 - ヘアピン。 11 - サンギア(ドライブ)。 12 - シールリング。 13 - 外側ガラス。 14 - 大きなカバー。 15 - 大型カバーとリングギアのボルト。 16 - ガスケット。 17 - スターティングボルトカップ。 18 - ナット。 19 - ホイールハブ。 20 — アウターハブベアリング。 21 - 駆動インナーカップ。 22 - アクスルシャフト。 23 - ドライブギアストップ。 24 - アクスルシャフトハウジング。 2S — ハブベアリングナット。 26 — 止め輪。 27 - ハブベアリングロックナット
ホイールドライブの構造は次のように設計されています。 すべての歯車は円筒形のストレートカットです。 サンギア 11 (図 73 を参照) とサテライト 6 は外歯車であり、リングギアは内歯車です。
サンギヤには、アクスル シャフトの対応する端のスプラインと嵌合するインボリュート スプラインを備えた穴があります。 アクスル シャフトの反対側の内側端にも、ディファレンシャル シャフトのハブ穴のスプラインと嵌合するねじれたスプラインがあります。 アクスルシャフト上の中心シャフトの軸方向の動きは、ばね保持リング9によって制限される。中心ギアボックスに向かうアクスルシャフト22の軸方向の動きは、それに取り付けられた中心遊星によって制限される。 反対方向では、車軸の動きは、ホイールギアボックスの小さなカバー 9 のブッシュに押し込まれた持続的な亀裂 22 によって妨げられます。 サテライトは、8 つのカップで構成される取り外し可能なブラケットに取り付けられたシャフトに取り付けられます。 インナーボウル21は炭素鋼から鍛造されており、外側が円筒形で内側に長穴が形成されたハブを備えている。 アウターカップ13はより複雑な形状を有し、鋳鋼で作られている。 支持カップは 7 本のボルトによって互いに接続されています。
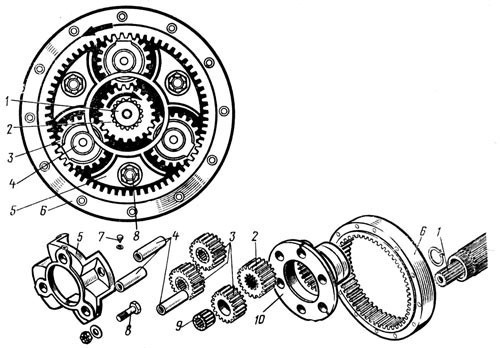
米。 74. 車輪駆動図とその部品:
1 - アクスルシャフト; 2 — サンギア。 3 - 衛星。 4 - 衛星軸。 5 - 外側カップ。 6 - リングギア。 7 — 衛星軸クランプ。 8 - ベアリングカップのカップリングボルト。 9 — 衛星の進行方向。 10 - 内部カップホルダー
組み立てられたキャリア カップには、衛星の車軸用に XNUMX つの穴が同時に加工 (ドリル) されます。これは、太陽およびリング ギアに対する衛星の相対位置の精度が、適切なトランスミッション クラッチ、ギア、および耐久性を決定するためです。歯車の。 共加工されたホイール減速カップは他のカップと交換できないため、シリアル番号が付いています。 サテライト車軸穴用の外側カップのラグには、XNUMX 本のサテライト車軸ロック ボルト用のネジ穴があります。
組み立てられたカップ(ホイールホルダー)はアクスルハウジングの外スプライン部に取り付けられます。 キャリアをアクスルハウジングに着地させる前に、内輪ハブ19が2つのベアリングに取り付けられる。 インナーハブのダブルテーパーローラーベアリングはアクスルハウジングに直接取り付けられ、アウター円筒ローラーベアリングはホイールキャリアに取り付けられます。 ダブルテーパーローラーベアリングとホイールキャリアの間には鋳造スペーサーを装着。 次に、組み立てられたブラケットをナット25とロックナット27を用いてアクスルハウジングに固定する。ナットとロックナットとの間にはロックリング26が設けられ、内側の突起がアクスルハウジングの溝に嵌合する。
ホイールギアの組み立てられたカップは、衛星を自由に挿入できる 4 つの穴を形成します。 サテライトには、外輪も内輪も持たない 60 つの円筒ころ軸受を収容するための円筒穴が慎重に加工されています。 したがって、サテライトの内側の円筒穴はサポート ローラーのローレット ベルトとなります。 同様に、衛星シャフトの表面はベアリングの内輪の役割を果たします。 ベアリングの寿命は軌道の硬さに直接依存するため、サテライトシャフトは合金鋼で作られ、高い表面硬度(HRC 64 ~ XNUMX)が得られるように熱処理されています。
ホイールドライブを組み立てるときは、まずベアリングが衛星の穴に取り付けられ、次にギアをカップによって形成された穴に下げて、衛星シャフトがベアリングに挿入されます。 サテライトシャフトは調整方向に沿ってカップに取り付けられ、ロッキングボルト 3 を使用して回転と軸方向の変位によってカップ内に固定されます。ロッキングボルト XNUMX の円錐形ロッドはサテライトシャフトの端にある円錐形の穴に嵌合します。 このシャフトの分解を容易にするために、シャフトの前面にはネジ穴が付いています。 キャリアの外側カップの上にあるブッシュを通してこの穴にボルトを挿入すると、シャフトをサテライトから簡単に取り外すことができます。
ギヤはサンギヤとリングギヤの両方と噛み合います。
トルクは噛み合った XNUMX つのギアを介してメインギアに伝達されるため、リングギアの歯にかかるストレスはリングギアの歯に比べて少なくなります。 操作経験から、内部リングギアを備えたギアカップリングが最も耐久性があることがわかります。 リングギアは、後輪ハブの溝の肩部の中心に取り付けられます。 ギアとハブの間にはガスケットが装着されています。
リングギヤのフランジの外側の中央には、ギヤを覆う大きなカバー14がある。 カバーとギアの間にもシールガスケットが取り付けられています。 カバーとリングギアは共通のボルト 14 で後輪ハブにねじ込まれ、後輪ハブはホイール フレームに取り付けられたベアリングに取り付けられます。これにより、車軸上のサポートと衛星の位置に必要な相互精度が保証されます。加工中に同じキャリアの正確な穴が配置され、サテライトが巻線ヘッドと正しく係合します。 一方、太陽歯車には特別なサポートがありません。つまり、太陽歯車は「浮いて」いて遊星歯車の歯の中心にあります。そのため、遊星歯車は円周上に均等に配置されているため、遊星歯車にかかる負荷はバランスされます。十分な精度。
ホイールドライブとサテライトのサンギアは、熱処理された高品質合金鋼 20ХНЗА で作られています。 歯の表面硬度は HRC 58 ~ 62 に達し、歯の中心部の硬度は HRC 28 ~ 40 で強靱なままです。 負荷の少ないギアリムは 18ХГТ 鋼製です。
減速機のギヤとベアリングは、減速機の空洞に注入されたスプレーオイルによって潤滑されます。 ギアボックス チャンバーは大きなカバーとテーパー ベアリング上で回転する後輪ハブで構成されているため、ギアボックス チャンバー内のオイルは常に撹拌され、すべてのギアとホイール ピニオン ベアリングに潤滑が提供されます。 オイルは小さなキャップ 7 を通して注がれ、12 つのピンでホイールドライブの大きなキャップに取り付けられ、ゴム O リング XNUMX でセンタリングカラーに沿ってシールされます。
小さいキャップを取り外すと、大きいキャップの穴の下端がホイールドライブの必要なオイルレベルを決定します。 大型のオイルドレンプラグには穴が樽状のプラグで覆われています。 オイルがホイール ギア キャビティから中央ギアボックスに流入するのを防ぐために、上記のように、アクスル シャフトに二重オイル シールが取り付けられています。
ホイールドライブキャビティからのオイルは後輪ハブキャビティにも流れ、ホイールのデュアルテーパーローラーベアリングと円筒ローラーベアリングを潤滑します。
ハブの内側には、ゴム製ガスケットを介してオイル シール カバーがその端にねじ止めされており、ゴム製金属製セルフロック オイル シールが収容されています。 オイルシールの作動エッジは、アクスルハウジングに圧入された取り外し可能なリングに沿ってハブキャビティをシールします。 リングの表面は高純度に研削され、硬化され、研磨されます。 ホイールハブのオイルシールキャップは肩部の中心にあり、同時にダブルテーパーベアリングの外輪に当接し、軸方向の動きを制限します。
オイルシールカバーは、取り外し可能なオイルシールリングとの間にわずかな隙間があり、かなり大きなフランジがオイルディフレクターとして機能します。 また、フランジの円筒面にはハブの回転方向と逆方向に傾斜したオイルフラッシング溝が刻まれている。 ブレーキドラムにグリースが付着するのを防ぐために、オイルシールはオイルディフレクターで覆われています。