ファイルはどのように作成されますか?
| ヤスリ作成の基本原理は、歯を金属片に切り込み、より柔らかい表面から材料を研磨できる粗い工具を作成することです。 |
 | ファイルは何百年もの間手作業で生産されてきましたが、現在では機械を使用して大量生産することもできます。 任意のプロセスは、以下に説明する方法に従います。 |
ブランクを作成する | |
 | やすりを作るプロセスの最初のステップは、完成したやすりの形状とサイズにほぼ一致する金属片を作成することです。 これを「空」と呼びます。 |
 | この結果を達成するために、鋼を鍛造し、溶かして金型に流し込んで固化させるか、XNUMX つの重いロールの間で絞ってから、目的の形状に切断します。 |
ファイルアニーリング | |
 | 焼きなましは、鋼を軟化させて加工しやすくするプロセスです。 |
 | ファイルブランクは、暗赤色になるまで加熱され、室温で冷却されます。 |
 | 金属加工物を加熱すると変形する可能性があるため、冷却した後、目的の形状に研削または切断します。 |
ヤスリで歯を削る | |
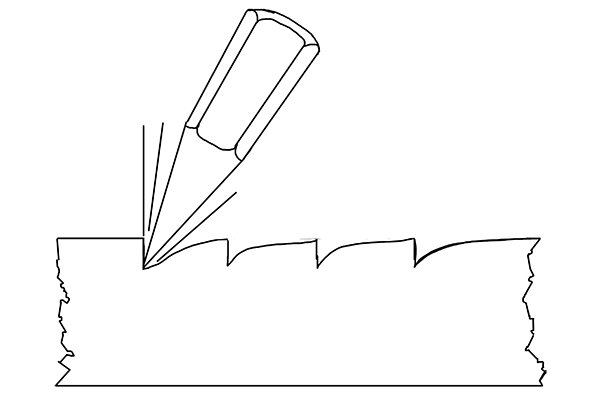
 | この段階で、ノミの助けを借りて、歯が一定の間隔でヤスリに切り込まれます。 |
 | 歯の角度は、やすりに切り込むパターンの種類にもよりますが、通常、やすりの表面に対して約 40 ~ 55 度です。 このコーナーは、ファイルの「フロント コーナー」と呼ばれます。 詳細については、を参照してください。 ファイルカットとは? |
 | 歯の角度が狭すぎると、ワークの表面に歯が引っかかりやすくなります。 角度が大きすぎると、ヤスリが折れて本体から外れやすくなります。 |
 | 一部のヤスリは、負のすくい角で作成できます。これは、歯が実際に工作物に向かうのではなく、工作物から離れる方向に向いていることを意味します。 この場合、歯は材料を切断するのではなく、表面全体をこすり落とし、不規則な膨らみ (バルジ) を削り取り、切断された材料を小さなへこみ (窪み) に押し込みます。 |
 | これらのやすりは通常、細かい歯でカットされ、非常に滑らかな表面を生成するために使用されます。 |
 | ラスプカットやすり歯は、各歯を個別に切断する三角形のパンチを使用して作成されます。 やすりの詳細については、次を参照してください。 やすりとは何ですか? |
ファイルの強化 | |
 | 歯が切断されたら、やすりを硬化または焼き戻しして、他の材料を損傷することなく切断できるようにする必要があります。 |
 | ファイルが再び加熱されます。 |
 | 目的の温度に達したら、大きな塩水浴に浸し、急速に冷却します。 |
 | この急速な冷却により、鋼の分子構造の粒子が細かくなり、鋼が硬くなり、引張強度が高くなります。 |
 | このプロセスを数回繰り返して、鋼が研磨材として使用できるほどの硬さになるようにします。 |
臭気の緩和 | |
 | 焼き戻しプロセスの副作用の XNUMX つは、鋼が脆くなり、落としたときにせん断や破損が起こりやすくなることです。 |
 | ファイルシャンクはボディの他の部分よりも薄いため、これが弱点になる可能性があります。 |
 | したがって、残りの熱処理が完了した後、シャンクは再加熱され、室温まで冷却されます。 これにより、シャンクが再び柔らかくなり、もろくなりにくくなり、損傷に対する耐性が高まります。 |
 | プロセスのこの部分を通過するファイルは、「可変熱処理」と呼ばれることがあります。 |

